2k formy
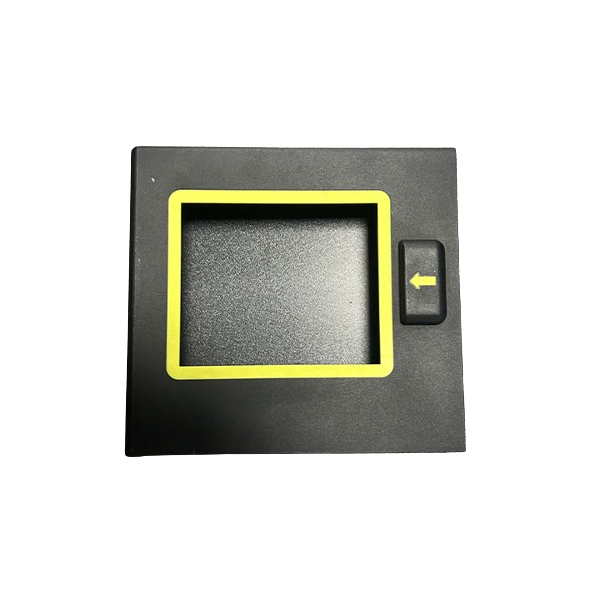
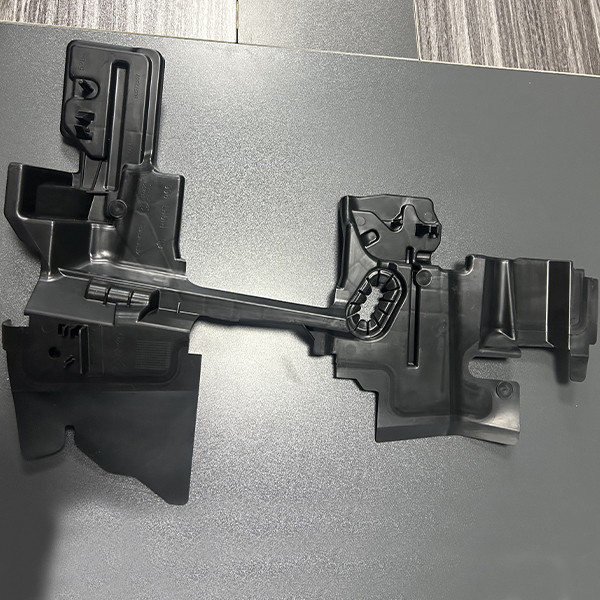
2K formy, známe aj ako dvojvstrekové alebo dvojkomponentné formy, sú špecializované formy používané v procesoch vstrekovania plastov na výrobu plastových dielov z dvoch rôznych materiálov alebo farieb v jednej operácii. Tieto formy umožňujú vytvárať zložité diely s viacerými vlastnosťami alebo charakteristikami bez potreby sekundárnych montážnych procesov.
Naši inžinieri foriem majú bohaté skúsenosti s návrhom a inžinierstvom foriem pre 2k formy.
Vyberte si nás pre spoľahlivé, inovatívne a cenovo výhodné riešenia výroby foriem pre vaše projekty s 2K formami!